

O que são moldes de injeção para recipientes de paredes finas?
——
Os moldes de injeção para recipientes de paredes finas são ferramentas de moldagem por injeção especialmente projetadas para a produção de recipientes plásticos com espessura inferior a 1 mm, paredes extremamente finas e uma relação de comprimento de fluxo superior a 150. Essa relação é definida pela proporção entre o comprimento de fluxo (L) e a espessura da parede (t) do recipiente, desde o canal de fluxo principal do molde até o ponto mais distante da cavidade. Quando essa relação de comprimento de fluxo ultrapassa 150, caracteriza-se a moldagem por injeção de paredes finas. Os produtos mais típicos desse processo são recipientes descartáveis para fast food e carcaças de baterias de celulares com paredes finas, de 0,45 mm e 0,25 mm, respectivamente.
Produtos de paredes finas, durante o processo de fabricação, enfrentam dificuldades de enchimento, exaustão inadequada e deformação do molde, entre outros problemas, resultando em baixa qualidade do produto e dificuldade em aumentar a produção. Moldes de injeção para paredes finas, com sua estrutura de alta resistência, design de canais de injeção de alta eficiência e controle preciso de temperatura, permitem a produção em massa de produtos de alta qualidade, atendendo às necessidades de fabricação de produtos de paredes finas nas indústrias alimentícia, médica, eletrônica e outras.

Como projetar um molde de injeção para recipientes de paredes finas?
——

Na produção de recipientes de paredes finas, a KRMOLD geralmente utiliza aço cromo-carbono para rolamentos SUJ2 na fabricação de moldes de injeção, cuja dureza Rockwell pode atingir HRC ≥ 55. O aço original do molde de injeção passa por tratamento térmico para suportar alta pressão, superior a 200 MPa, e injeção em alta velocidade, acima de 200 mm/s.

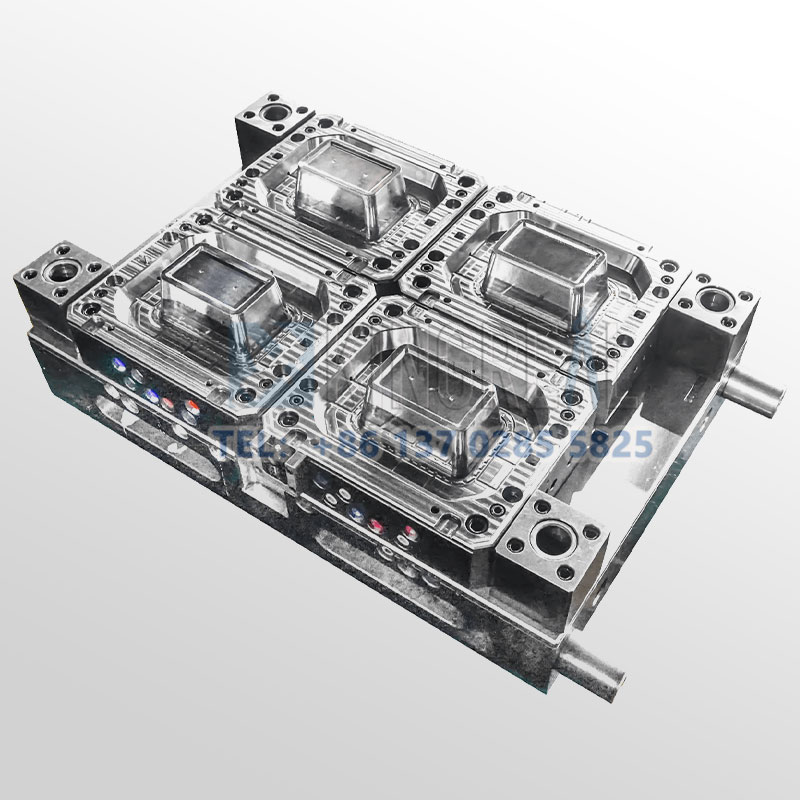
O molde de injeção para recipientes de paredes finas adota a tecnologia de canais quentes e válvulas de injeção sequenciais (SVG) para garantir que o material fundido preencha rapidamente a cavidade de paredes finas e reduzir o desperdício de material. A moldagem por injeção de paredes finas é propensa a falhas devido ao ar aprisionado, portanto, é necessário configurar ranhuras de exaustão em múltiplos estágios na superfície de separação e ao final do preenchimento, e o sistema de resfriamento precisa distribuir uniformemente o fluxo de água para evitar empenamentos e deformações causados por tensões residuais.

Molde de injeção de paredes finas com design de ranhuras de exaustão em múltiplos estágios. A superfície de separação principal possui uma ranhura de exaustão primária e uma secundária, preenchendo toda a circunferência da extremidade inferior do deslizador adicional. Inserções anulares profundas na sub-broca auxiliam na exaustão, evitando a queima de gases aprisionados. É necessário um sistema uniforme de refrigeração a água, utilizando um circuito espiral com tubos de 6 mm de diâmetro, distribuídos uniformemente a 12 mm da superfície da cavidade. Para estruturas de cavidade profunda, circuitos de refrigeração independentes são instalados no núcleo móvel do molde, no deslizador e em outras áreas.
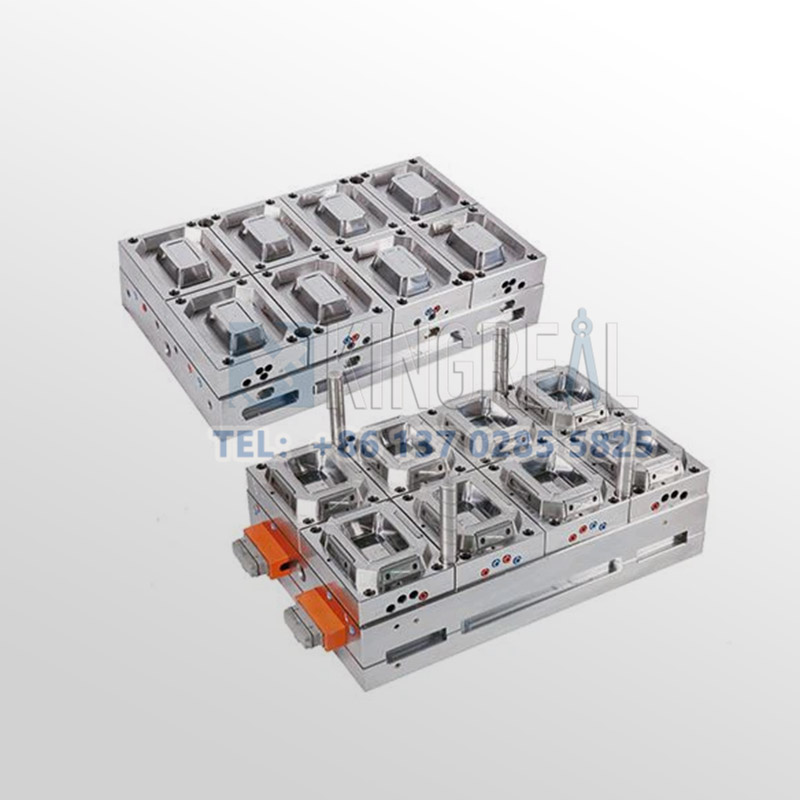
Para cavidades profundas de paredes finas e pequenas inclinações de desmoldagem, os moldes de injeção precisam ser projetados com um mecanismo de extração de núcleo prioritário e um mecanismo de extração de núcleo lateral deslizante. Adote mais pinos extratores para garantir a estabilidade da desmoldagem e evitar a deformação de produtos de paredes finas, o que pode levar a dificuldades na desmoldagem.
Fabricação de moldes para embalagens de paredes finas
——

O molde de injeção para embalagens de paredes finas adota usinagem CNC de mandris de aço polido ou carboneto e outros materiais de alta dureza para garantir o acabamento superficial das peças pré-moldadas durante a injeção, e a cavidade do molde é processada por uma máquina-ferramenta CNC de 5 eixos com precisão de ±0,005 mm, o que pode atender à demanda de moldagem de recipientes de paredes finas com espessura de parede ≤1 mm.
A superfície de separação é usinada por fresagem CNC com eletroerosão (EDM) para garantir uma folga de vedação ≤ 0,02 mm no fechamento, evitando rebarbas. Além disso, um sulco de exaustão em múltiplos estágios (profundidade de 0,03 a 0,3 mm) é processado ao final do preenchimento para criar um canal de exaustão preciso por meio de gravação CNC.

A KRMOLD utiliza usinagem CNC de alta velocidade para processar o furo interno da placa do canal quente no molde de injeção. A tolerância do diâmetro do furo é controlada em ±0,01 mm, o que é adequado para o controle de preenchimento segmentado do sistema Sequence Valve Gate (SVG). A área do canal de injeção é usinada com microferramentas para criar um canal submerso, com ângulo controlado entre 30° e 45°. O circuito helicoidal de refrigeração a água, também usinado por CNC, é distribuído uniformemente a 12 mm da superfície da cavidade. Em conjunto com insertos de liga de cobre-berílio, a eficiência de resfriamento local é aprimorada para garantir a rápida fusão do material.

Os quatro lados do deslizador são processados por fresagem CNC com corte a fio, e a tolerância do diâmetro do furo do pilar guia diagonal é de ±0,01 mm para garantir a estabilidade da extração lateral do núcleo. A parte inferior do deslizador possui ranhuras de exaustão circulares com 0,3 mm de profundidade, para evitar que áreas de paredes finas fiquem presas nos gases da combustão. O furo do ejetor é perfurado por meio de furação profunda, e a superfície do ejetor recebe um revestimento de cromo duro para reduzir o atrito durante a desmoldagem.
Como garantir a qualidade de um molde de injeção para recipientes de paredes finas?
——
1. Inspeção e correção em linha
Inspeção das dimensões da cavidade do molde de injeção utilizando Máquina de Medição por Coordenadas (MMC) e correção local de vazamento em áreas de paredes finas. Simulação do processo de injeção por meio de teste de pressão para verificar a vedação e a resistência do molde.
2. Otimização dos parâmetros do molde de teste
A KRMOLD organiza o processo de moldagem de teste do molde de injeção na oficina, seguindo o controle de pressão segmentado do processo IBM. A primeira pressão de retenção é de 80% a 90% da pressão de injeção para garantir o preenchimento completo da parede fina. A temperatura de ejeção é monitorada para evitar que o pino extrator risque o produto.
Caixa de moldagem por injeção de recipiente de paredes finas
——

1. Para-choque dianteiro de automóvel
O molde de injeção para o para-choque dianteiro do automóvel é feito de material PP+EPDM-T20, com espessura de parede fina e alta relação de comprimento de fluxo, graças à tecnologia de superfície de separação interna e ao sistema de canais quentes com válvula sequencial de 8 pontos para controlar a marca de fusão.
Molde de injeção para lancheira descartável feito de material PP, com espessura de parede de apenas 0,45-1,2 mm, utilizando canais quentes e insertos de liga de cobre-berílio para acelerar o resfriamento, com ciclo de moldagem ≤ 5 segundos.
3. Carcaça de equipamento eletrônico
Na produção de moldes de injeção para carcaças de equipamentos eletrônicos, os componentes de paredes finas atingem espessuras de até 0,25 mm, utilizando materiais de PC ou ABS de alta fluidez, sem marcas de retração na superfície.
PERGUNTAS FREQUENTES:
1. Como obter um orçamento para moldes de injeção personalizados?
Especifique o tipo de plástico (ex.: PP, ABS) e os requisitos de pós-processamento (ex.: pintura, serigrafia), e forneça desenhos 2D ou 3D da peça plástica. Ao mesmo tempo, informe o volume de produção, os requisitos de aparência, as normas de tolerância, etc.
Especifique o tipo de plástico (por exemplo, PP, ABS) e os requisitos de pós-processamento (por exemplo, pulverização, serigrafia) e forneça desenhos de peças plásticas 2D ou 3D. Ao mesmo tempo, forneça o volume de produção, requisitos de aparência, padrões de tolerância, etc.
Em termos gerais, nossos engenheiros começarão a preparar a cotação imediatamente após o cliente fornecer os requisitos completos de produção. Geralmente, leva cerca de 1-3 dias.
O prazo de entrega para moldes de injeção regulares é geralmente de 30 a 60 dias, e pode ser maior para moldes complexos. Por exemplo, o prazo de entrega típico para moldes de silicone líquido é de cerca de 60 dias, cobrindo design, fabricação, teste de molde, etc.
Tecnologia de processamento de alta precisão: Equipamentos de alta precisão, como centros de usinagem CNC (CNC) e usinagem por eletroerosão (EDM), são usados para otimizar o processo de design em combinação com software CAD/CAM. Controle de qualidade: Inspeção das principais dimensões do molde pela Máquina de Medição por Coordenadas (CMM) e verificação de múltiplos lotes de amostras durante o estágio de moldagem de teste. Seleção de material: use aço para matriz com alta resistência ao desgaste (por exemplo, H13, S136) e tratamento de superfície (por exemplo, nitretação, cromagem) para porcas de matriz para prolongar a vida útil.
Após cada 50.000 moldes, verifique o pilar guia, o pino ejetor e outras peças de desgaste, e limpe o plástico residual e a ferrugem na superfície do molde. Use graxa de alta temperatura para peças deslizantes (por exemplo, parte superior inclinada, controle deslizante) para reduzir a perda de fricção. Certifique-se de que o circuito de água esteja suave e a diferença de temperatura seja ≤5℃ para evitar rachaduras no molde devido ao estresse térmico.
O custo do molde dos materiais foi responsável por cerca de 30-40% (como 1 tonelada de preço de aço P20 de cerca de 20.000 yuans), os custos de processamento foram responsáveis por mais de 50% (taxa horária de trabalho CNC de cerca de 80-150 yuans / hora). A produção em pequenos lotes pode escolher o molde de alumínio ou simplificar o design estrutural; mais de 100.000 peças são recomendadas para usar insertos de carboneto para aumentar a vida útil!
Os produtos de injeção de molde precisam atender totalmente aos requisitos de design (como tamanho, aparência) e podem ser de produção contínua e estável. A marcação do molde, os relatórios de inspeção (como teste de dureza do material) e os desenhos de engenharia devem ser completos.
O aço do molde (como S136H, NAK80 e outros materiais importados custam mais) e o tipo de embrião do molde (o custo de curto prazo do molde de alumínio é baixo, mas a vida útil é curta) afetam diretamente o custo. O uso da tecnologia de design CAD/CAE/CAM, sistema de canal quente, etc. aumentará o investimento inicial, mas pode aumentar os benefícios de longo prazo (como reduzir os sprues e aumentar a capacidade de produção).


