

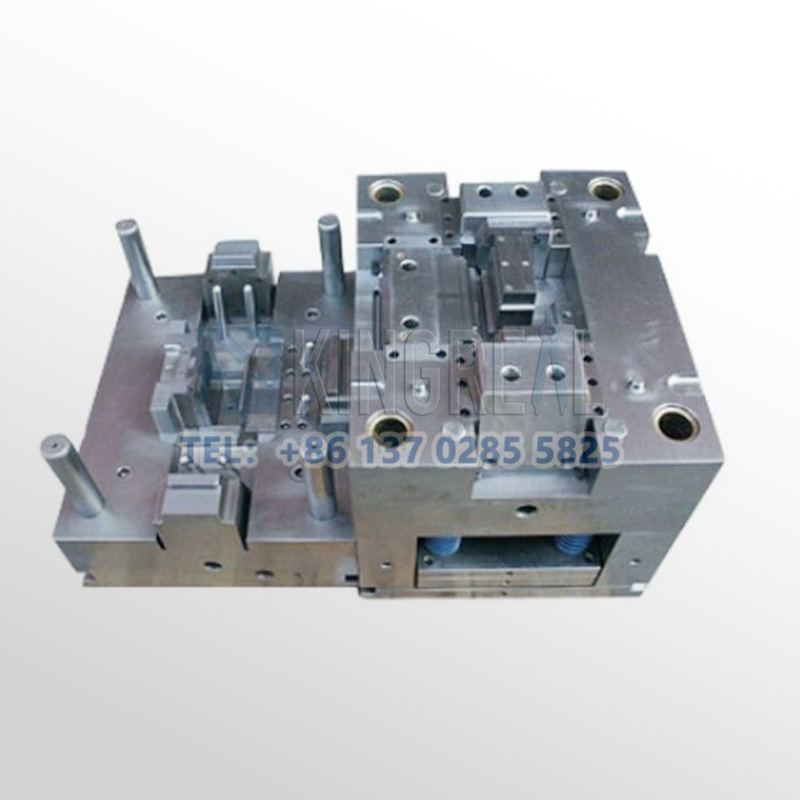

Especificação de moldes de injeção de instrumentos cirúrgicos
——
| Material do molde | SKD61,DAC55,Dievar |
| Processamento de superfície de molde | Titânio banhado ou nitretado |
| Tamanho do molde | 50×50×30mm |
| Tolerância ao mofo | ±0,02 mm |
| Cavidade de molde | Simples/Múltiplo |
| Corredor de molde | Canal quente/canal frio |
| Vida do molde | Tiro 50K |
| Material do produto | PC+S316 |
| Inserir material | Aço inoxidável/liga de titânio |
Por que escolher moldes para cabos de bisturi?
——

Atender aos requisitos de materiais de grau médico e estruturas complexas
Instrumentos cirúrgicos exigem o uso de materiais biocompatíveis, como LCP, PEEK, etc. Esses materiais têm as características de alta resistência à temperatura e resistência à corrosão química, resultando em dificuldades de processamento. Enquanto os processos de corte tradicionais são ineficientes e caros, os moldes de injeção permitem a moldagem eficiente e precisa de estruturas complexas, como canais de paredes finas, microperfurados e espirais.
AtravésMoldagem por inserção (Insert Molding)anel de mola de liga de tungstênio de platina e peças metálicas terminais condutoras de aço inoxidável e combinação de plástico, para evitar contaminação do conjunto secundário e melhorar a vedação.

Garantir a esterilidade dos instrumentos médicos
Os moldes de injeção de instrumentos cirúrgicos são fabricados e moldados por injeção em sala limpa ISO 7 para evitar contaminação por partículas e garantir que o acabamento da superfície dos instrumentos atenda aos requisitos de esterilidade cirúrgica.
A KRMOLD leva em consideração a esterilização final dos instrumentos no projeto dos moldes para garantir que o material não seja deformado ou degradado após a esterilização.
Vantagem dos moldes de cabo de bisturi
——
“Projeto de molde de injeção para ferramentas de precisão para a produção de produtos plásticos por meio da injeção de plástico fundido em alta pressão nas cavidades do molde, resfriamento e cura para formar produtos acabados de formas e tamanhos específicos. Os moldes de injeção de instrumentos cirúrgicos consistem em um molde móvel e um molde fixo, que, quando fechados, formam um sistema de vazamento e uma cavidade. O plástico fundido é injetado no molde através do bico da máquina de moldagem por injeção, resfriado e curado, então o molde é aberto e desmoldado para obter um produto plástico de cabo de bisturi que se adapta ao formato da cavidade.”

Os moldes de injeção de instrumentos cirúrgicos têm uma tolerância de projeto de até ±0,02 mm, o que é adequado para características geométricas complexas de instrumentos de precisão, como componentes de endoscópios e cateteres intervencionistas, como microporos, paredes finas, canais espirais e outros modelos de componentes de produtos.

Os moldes de injeção de instrumentos cirúrgicos podem adotar design de molde multicavidade, e uma única moldagem por injeção pode moldar de 4 a 8 produtos, e a eficiência da produção em massa é aumentada em 3 a 5 vezes. Usando aços de alto desempenho como Dievar e Anco-T, a vida útil é de 200.000 a 500.000 moldes, e o custo de manutenção é reduzido em 30%.

Os moldes de injeção de instrumentos cirúrgicos são equipados com sensores integrados para monitorar a temperatura e a pressão do molde em tempo real, combinados com IA para otimizar os parâmetros de moldagem, com uma meta de rendimento de ≥99,5%. Por meio de estruturas de molde padronizadas, diferentes produtos podem ser rapidamente adaptados para reduzir os custos de desenvolvimento em 30%.
Fabricação de moldes de injeção para instrumentos cirúrgicos
——
Nossa vantagem

O design do molde de Moldes de Injeção de Instrumentos Cirúrgicos precisa estar em conformidade com o sistema de gestão de qualidade ISO1348 para garantir rastreabilidade e consistência de produção. A compatibilidade de esterilização e a biocompatibilidade do instrumento precisam ser consideradas durante a fase de design do molde.

Os moldes de injeção usam aços de molde de alta resistência e resistentes à corrosão, como SKD61 e Dievar, como matérias-primas para se adaptar a matérias-primas como LCP e PEEK de produtos de instrumentos cirúrgicos. A cavidade e o núcleo são processados por centros de usinagem CNC com um controle de tolerância de ± 0,02 mm, o que é adequado para estruturas de precisão, como microporos (diâmetro ≤ 0,5 mm). As máquinas de faísca EDM são usadas para formar texturas complexas ou ranhuras profundas, com uma precisão de superfície de nível de espelho.

Após o processamento inicial e a fabricação de Moldes de Injeção de Instrumentos Cirúrgicos, eles serão montados e testados na oficina de montagem. Os moldes de injeção originais serão testados por ferramentas de teste de precisão, como 2D e 3D. O processo de teste do molde será realizado na fábrica. O molde será instalado na máquina de moldagem por injeção para a produção e teste de peças plásticas, e as peças não qualificadas serão modificadas e depuradas.
"Outros equipamentos de processamento incluem máquinas de corte de arame, fresadoras, retificadoras e polidoras para executar processos de fabricação rigorosos para moldes de injeção."
Por que nos escolher?
—
1. Serviço de processo completo e completo
Oferecemos serviço completo, desde a integração de requisitos, projeto de molde e fabricação até a entrega e serviço pós-venda.
A equipe técnica está profundamente envolvida no estágio de design do produto do cliente, otimizando a estrutura do molde e projetando os desenhos do molde por meio do software de análise de fluxo do molde (como Autodesk Moldflow, UGNX). Equipado com CNC importado, máquina de corte de fio Shadick, equipamento de descarga de espelho e outros equipamentos de processamento de precisão para atingir precisão de ±0,02 mm;
Temos uma oficina inteligente de grande porte para dar suporte ao processamento secundário, como serigrafia, soldagem, pulverização, etc. Implementamos rigorosamente o sistema de qualidade ISO13485 e IATF16949; enquanto isso, oferecemos transporte gratuito, manutenção regular do molde e serviço de garantia de um ano.
2. Sistema de controle de qualidade completo
Há uma oficina de produção de cadeia completa, usando centros de usinagem de cinco eixos Makino, máquinas de moldagem por injeção haitianas e outros equipamentos bem conhecidos no país e no exterior para evitar atrasos no processamento de saída. Por meio da máquina de medição de coordenadas CMM, instrumento de inspeção tridimensional, inspeção completa das principais dimensões, a implementação do gerenciamento de qualidade do ciclo PDCA. Enquanto isso, fornecemos relatório completo de inspeção de qualidade de moldes de injeção.
3. Controle preciso de entrega para garantir o cronograma do projeto
Por meio do gerenciamento digital, monitoramento do progresso da produção desde o início do pedido, para diferentes pedidos e data de entrega para monitoramento de dados, uma vez que haja fatores que possam atrasar, providencie imediatamente a aceleração do cronograma de produção, para garantir que o cliente conclua a fabricação de moldes de injeção de plástico no período de entrega.
Especifique o tipo de plástico (por exemplo, PP, ABS) e os requisitos de pós-processamento (por exemplo, pulverização, serigrafia) e forneça desenhos de peças plásticas 2D ou 3D. Ao mesmo tempo, forneça o volume de produção, requisitos de aparência, padrões de tolerância, etc.
Em termos gerais, nossos engenheiros começarão a preparar a cotação imediatamente após o cliente fornecer os requisitos completos de produção. Geralmente, leva cerca de 1-3 dias.
O prazo de entrega para moldes de injeção regulares é geralmente de 30 a 60 dias, e pode ser maior para moldes complexos. Por exemplo, o prazo de entrega típico para moldes de silicone líquido é de cerca de 60 dias, cobrindo design, fabricação, teste de molde, etc.
Tecnologia de processamento de alta precisão: Equipamentos de alta precisão, como centros de usinagem CNC (CNC) e usinagem por eletroerosão (EDM), são usados para otimizar o processo de design em combinação com software CAD/CAM. Controle de qualidade: Inspeção das principais dimensões do molde pela Máquina de Medição por Coordenadas (CMM) e verificação de múltiplos lotes de amostras durante o estágio de moldagem de teste. Seleção de material: use aço para matriz com alta resistência ao desgaste (por exemplo, H13, S136) e tratamento de superfície (por exemplo, nitretação, cromagem) para porcas de matriz para prolongar a vida útil.
Após cada 50.000 moldes, verifique o pilar guia, o pino ejetor e outras peças de desgaste, e limpe o plástico residual e a ferrugem na superfície do molde. Use graxa de alta temperatura para peças deslizantes (por exemplo, parte superior inclinada, controle deslizante) para reduzir a perda de fricção. Certifique-se de que o circuito de água esteja suave e a diferença de temperatura seja ≤5℃ para evitar rachaduras no molde devido ao estresse térmico.
O custo do molde dos materiais foi responsável por cerca de 30-40% (como 1 tonelada de preço de aço P20 de cerca de 20.000 yuans), os custos de processamento foram responsáveis por mais de 50% (taxa horária de trabalho CNC de cerca de 80-150 yuans / hora). A produção em pequenos lotes pode escolher o molde de alumínio ou simplificar o design estrutural; mais de 100.000 peças são recomendadas para usar insertos de carboneto para aumentar a vida útil!
Os produtos de injeção de molde precisam atender totalmente aos requisitos de design (como tamanho, aparência) e podem ser de produção contínua e estável. A marcação do molde, os relatórios de inspeção (como teste de dureza do material) e os desenhos de engenharia devem ser completos.
O aço do molde (como S136H, NAK80 e outros materiais importados custam mais) e o tipo de embrião do molde (o custo de curto prazo do molde de alumínio é baixo, mas a vida útil é curta) afetam diretamente o custo. O uso da tecnologia de design CAD/CAE/CAM, sistema de canal quente, etc. aumentará o investimento inicial, mas pode aumentar os benefícios de longo prazo (como reduzir os sprues e aumentar a capacidade de produção).


