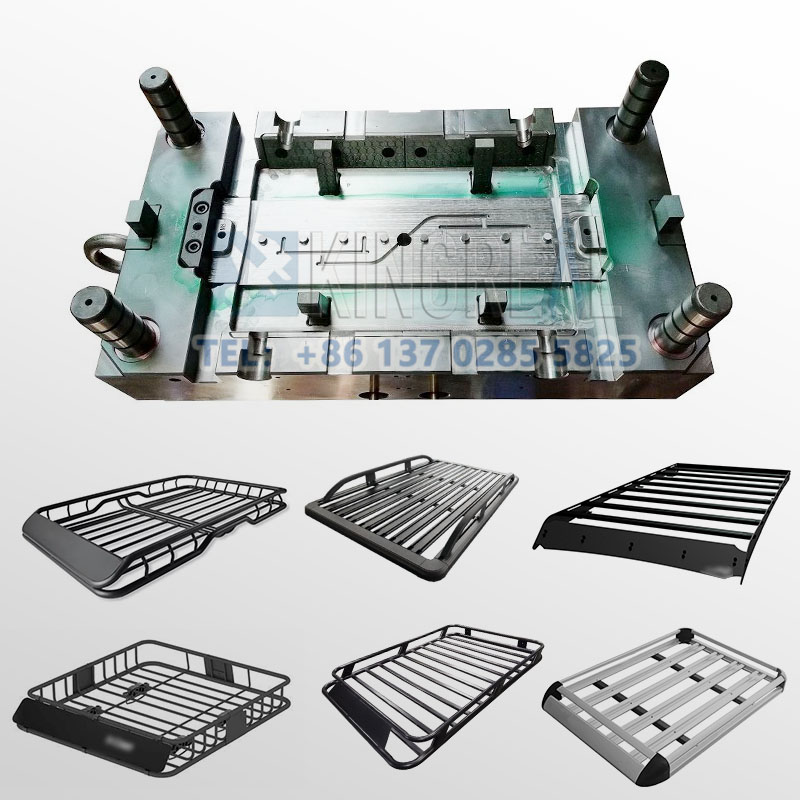
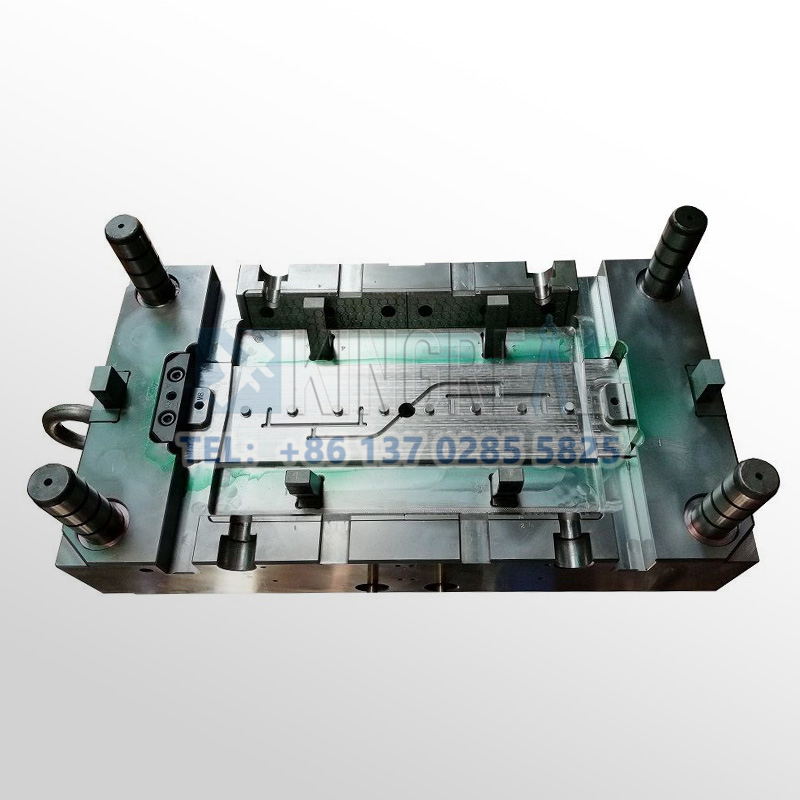
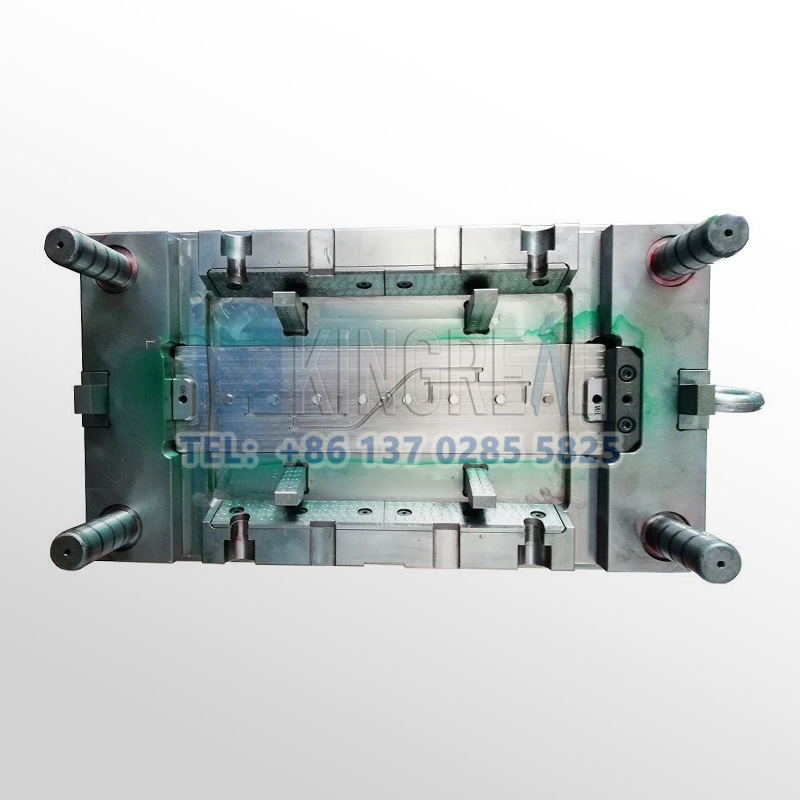

Especificações do molde de injeção para bagageiro de teto automotivo
—
| Nome do molde de injeção | Molde de injeção para bagageiro de teto automotivo |
| Padrão de base de molde | Hasco, Dme, Meusburger, Futaba, Lkm, etc. |
| Tamanho do molde | 1630*603*798mm |
| Material do molde | P20 |
| Sistema de Corredor | Corredor quente 3 portões de ponta |
| Tempo do ciclo de injeção | 65 segundos |
| Nota | P/E-MD20 Mod de Impacto |
| Grão ou eletrodeposição | Superfície com aspecto de grão fino e polida |
| Tolerância de tamanho | +/-0,05 mm |
| Fitness | Correspondência de 100% |
Sobre moldes de injeção para bagageiros de teto automotivos
—
O bagageiro de teto automotivo é uma estrutura de metal ou plástico de alta resistência montada no teto de um veículo para ampliar o espaço de carga. Ele é projetado para ser aerodinamicamente otimizado, reduzindo a resistência ao vento e, ao mesmo tempo, aprimorando a estética do veículo. Para atender às necessidades da indústria automotiva, a KRMOLD desenvolveu um molde de injeção para bagageiro de teto automotivo, destinado à produção em massa desses moldes.
O molde para racks de teto automotivos ajuda a reduzir o peso dos racks em 30 a 50% (em comparação com os de metal) ao replicar a geometria complexa dos racks e integrar componentes funcionais, como mecanismos de travamento, defletores, etc., através do uso de paredes finas (2,0 a 3,5 mm) e reforços. Os racks de teto automotivos são projetados com paredes finas (2,0 a 3,5 mm) e reforços para ajudar a reduzir o peso em 30 a 50% (em comparação com os de metal) e integrar componentes funcionais, como mecanismos de travamento e defletores.

Pontos de projeto do molde de injeção para bagageiro de teto automotivo
—
1. O molde de injeção para bagageiro de teto em plástico é projetado com um mecanismo de deslizamento múltiplo e extração do núcleo para moldar a estrutura invertida do trilho do bagageiro (como ranhuras e furos de montagem). Geralmente, são utilizados de 6 a 10 moldes, o curso de extração do núcleo varia de 50 a 120 mm, e o reforço na cavidade profunda também é processado para facilitar a desmoldagem e evitar tensões e deformações. Uma mola de nitrogênio é utilizada para garantir a estabilidade da ejeção.
2. Através do controle faseado das válvulas de agulha (8-12) para reduzir marcas de fusão e equilibrar a pressão de enchimento de peças longas, complete o projeto do canal quente da válvula de temporização do molde do rack de teto automotivo (SVG) e oculto em superfícies não visíveis (por exemplo, o sulco inferior), para evitar que as marcas da válvula afetem a qualidade da superfície.
Impressão 3D de canais de refrigeração com formato específico para reduzir o tempo de resfriamento em 30-40% e garantir um resfriamento uniforme. Superfície de separação das ferramentas de injeção para racks de teto de carros com micro-ranhuras (≤0,03 mm) e exaustão da folga da haste de pressão para evitar injeção incompleta ou queimaduras causadas por ar aprisionado.
Sobre a moldagem por injeção dupla para molde de rack de teto automotivo
—
A aplicação demoldagem por injeção bicolorO processo de moldagem de racks de teto automotivos permite a combinação de integração funcional e design estético em uma única etapa. O molde para rack de teto automotivo gira o molde móvel em 180°, e os dois conjuntos de moldes fixos são injetados alternadamente, o que torna a eficiência de produção duas vezes maior do que a do tipo translacional, sendo adequado para produção em massa. Um exemplo disso é o componente bicolor dos clipes e defletores do rack de teto. A translação por pistão hidráulico é adequada para estruturas complexas (por exemplo, reforço do bagageiro combinado com tira de vedação de borracha macia), mas o tempo do ciclo de moldagem é mais longo.
Normalmente, o PA6-GF30 (nylon reforçado com 30% de fibra de vidro) ou o PP-LGF40 (polipropileno com 40% de fibra de vidro longa) são usados como material base para o molde do rack de teto automotivo, proporcionando alta resistência e durabilidade. Já o TPE ou TPU (dureza Shore A 50-80) são utilizados como material de cobertura para o molde de injeção do rack de teto, conferindo um toque antiderrapante ou função de vedação. O processo de moldagem por injeção bicolor para racks de teto automotivos apresenta controle de compatibilidade de materiais e designs complexos de desmoldagem conjunta.

Aplicação do molde para bagageiro de teto automotivo
—


Por que escolher KRMOLD?
—
1. Serviço completo e integrado de processo
Oferecemos um serviço completo, desde a integração de requisitos, projeto e fabricação de moldes até a entrega e o serviço pós-venda.
A equipe técnica está profundamente envolvida na fase de projeto do produto do cliente, otimizando a estrutura do molde e elaborando os desenhos do molde por meio de softwares de análise de fluxo de moldagem (como Autodesk Moldflow, UGNX). Equipada com máquinas CNC importadas, máquina de corte a fio Shadick, equipamento de eletroerosão e outros equipamentos de usinagem de precisão para atingir uma precisão de ±0,02 mm;
Possuímos uma oficina inteligente de grande escala para dar suporte a processos secundários, como serigrafia, soldagem, pintura, etc. Implementamos rigorosamente o sistema de qualidade ISO13485 e IATF16949; além disso, oferecemos transporte gratuito, manutenção regular de moldes e um ano de garantia.
2. Sistema completo de controle de qualidade
Possuímos uma linha de produção completa, utilizando centros de usinagem Makino de cinco eixos, máquinas de moldagem por injeção Haitian e outros equipamentos renomados, nacionais e internacionais, para evitar atrasos no processamento final. Através da máquina de medição por coordenadas (MMC) e do instrumento de inspeção tridimensional, realizamos a inspeção completa das dimensões principais, implementando o ciclo PDCA de gestão da qualidade. Além disso, fornecemos um relatório completo de inspeção de qualidade dos moldes de injeção.
3. Controle preciso de entregas para garantir o cronograma do projeto.
Por meio da gestão digital, o acompanhamento do progresso da produção desde o início do pedido, para diferentes pedidos e datas de entrega, permite o monitoramento de dados. Assim que surgem fatores que podem causar atrasos, são tomadas providências imediatas para acelerar o cronograma de produção, garantindo que o cliente receba os moldes de injeção de plástico dentro do prazo de entrega.
Especifique o tipo de plástico (por exemplo, PP, ABS) e os requisitos de pós-processamento (por exemplo, pulverização, serigrafia) e forneça desenhos de peças plásticas 2D ou 3D. Ao mesmo tempo, forneça o volume de produção, requisitos de aparência, padrões de tolerância, etc.
Em termos gerais, nossos engenheiros começarão a preparar a cotação imediatamente após o cliente fornecer os requisitos completos de produção. Geralmente, leva cerca de 1-3 dias.
O prazo de entrega para moldes de injeção regulares é geralmente de 30 a 60 dias, e pode ser maior para moldes complexos. Por exemplo, o prazo de entrega típico para moldes de silicone líquido é de cerca de 60 dias, cobrindo design, fabricação, teste de molde, etc.
Tecnologia de processamento de alta precisão: Equipamentos de alta precisão, como centros de usinagem CNC (CNC) e usinagem por eletroerosão (EDM), são usados para otimizar o processo de design em combinação com software CAD/CAM. Controle de qualidade: Inspeção das principais dimensões do molde pela Máquina de Medição por Coordenadas (CMM) e verificação de múltiplos lotes de amostras durante o estágio de moldagem de teste. Seleção de material: use aço para matriz com alta resistência ao desgaste (por exemplo, H13, S136) e tratamento de superfície (por exemplo, nitretação, cromagem) para porcas de matriz para prolongar a vida útil.
Após cada 50.000 moldes, verifique o pilar guia, o pino ejetor e outras peças de desgaste, e limpe o plástico residual e a ferrugem na superfície do molde. Use graxa de alta temperatura para peças deslizantes (por exemplo, parte superior inclinada, controle deslizante) para reduzir a perda de fricção. Certifique-se de que o circuito de água esteja suave e a diferença de temperatura seja ≤5℃ para evitar rachaduras no molde devido ao estresse térmico.
O custo do molde dos materiais foi responsável por cerca de 30-40% (como 1 tonelada de preço de aço P20 de cerca de 20.000 yuans), os custos de processamento foram responsáveis por mais de 50% (taxa horária de trabalho CNC de cerca de 80-150 yuans / hora). A produção em pequenos lotes pode escolher o molde de alumínio ou simplificar o design estrutural; mais de 100.000 peças são recomendadas para usar insertos de carboneto para aumentar a vida útil!
Os produtos de injeção de molde precisam atender totalmente aos requisitos de design (como tamanho, aparência) e podem ser de produção contínua e estável. A marcação do molde, os relatórios de inspeção (como teste de dureza do material) e os desenhos de engenharia devem ser completos.
O aço do molde (como S136H, NAK80 e outros materiais importados custam mais) e o tipo de embrião do molde (o custo de curto prazo do molde de alumínio é baixo, mas a vida útil é curta) afetam diretamente o custo. O uso da tecnologia de design CAD/CAE/CAM, sistema de canal quente, etc. aumentará o investimento inicial, mas pode aumentar os benefícios de longo prazo (como reduzir os sprues e aumentar a capacidade de produção).


